һ ��;
HYJ-60AH��Һѹ������������H�ֺ��Ӻ��������У�����豸��
������������ѹ���ʹ�����֮��ľ��루���������ĺ�ȼ������ĽDZ��γ̶���ȷ�������ֵ��,�ɴ���������H��������֮��ͨ��,�Ӷ�ʹ��������˷��DZ���,����H�ֵı��γ̶�,�����¹�֮��ľ�����е���,ʹ��ﵽ�Ϻõı���Ч��,��ʹH�ִﵽ���ӳ��͵Ĺ��ָֻ�H��,�ں��Ӽ��ȹ����У����ں�������ĺ�������,ʹ��������˽DZ��Ρ���Ե�������������ڽ������庸��DZ��ε��豸��
���豸�ɴ���������������ּ��ٻ����Ϲ�װ�á���������ѹ��װ�á�����������ܡ����������������װ�õ���ɡ�
����Ե�������ṹ���գ�������㣬ά���������ס��ҽ���Ч�ʸߣ������ã���H�ֽ����������豸��
������������
1������
����ϵͳ��
���������KW���� 18.5
������Ť�أ�N.m���� 43000
�����������ٶȣ�m/min���� 7.5
Һѹϵͳ��
���������KW���� 5.5
���ϵͳѹ����MPa���� 25
��������ѹ����MPa���� 16-20
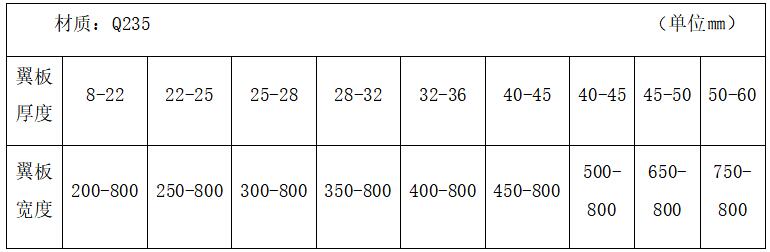
�������ʣ�Q345 ���������45mm.Q235���������60mm
��Ե����: 200-800mm(�����ȴ���32ʱ��������ȴ���400)
��Ե��ȣ� 8-60mm��
����������
HYJ-60AҺѹ������������������ձ�
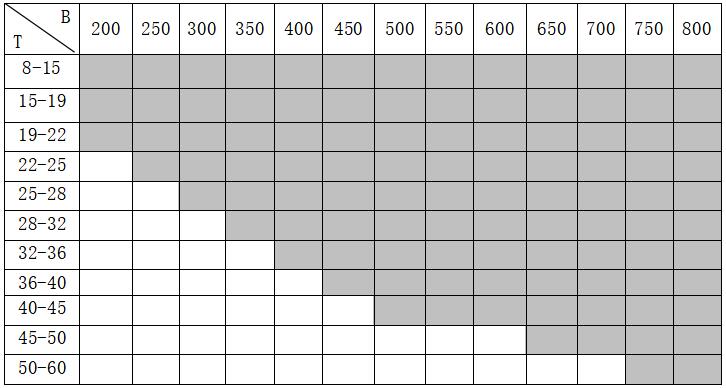
��TΪ�����ȣ�BΪ������ȣ�������Ӱ���ֱ�ʾ���������Ҫ��
������С�߶�: 200mm (������߶�С��250mm,ʹ�ø�ѹ��ʱ����Ե�����≤10mm)��һ��Сѹ����ʹ�ý���
ѹ����ѹ����1570KN����ѹ����������ѹ�������̶���
��������֣�Ϊ�ֶ����ڣ�
������ǰ������
�����ٶ�: 8m/min
��װ�������� 23KW
�� Դ: AC 380V 50HZ 3PH
�������γߴ磺3900×1350×1700����������Һѹվ������䲻���ڣ�
2���豸���
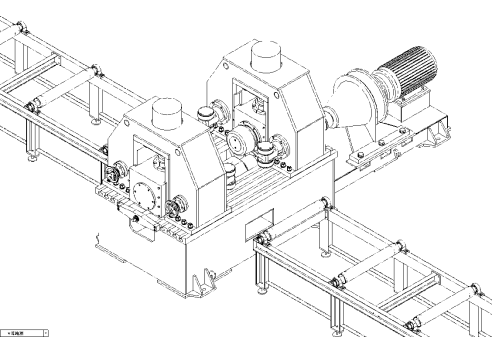
���豸�ɴ���������������ּ��ٻ����Ϲ�װ�á���������ѹ��װ�á�����������ܡ����������������װ�á�Һѹϵͳ����ɡ�����Ե�������ṹ���գ�������㣬ά���������ס��豸���ɣ������ͼ
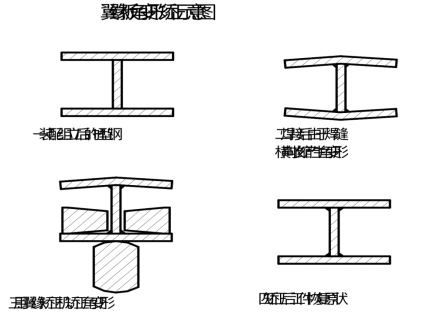
��������ԭ����ṹ����
�����Ϲ�װ�úʹ��������ɸܸ�ԭ���Ŀ��ͣ�ʹ������Եͨ���ÿ��ͣ��������������ͣ��������Իָ��ﵽ��Ҫ��Ľ�����״���Ӷ�ʵ�ֶԹ��ָ���Ե�������������ﵽ��������
1. У��ԭ�������øֲĵ����Ժ͵��Ի�ϱ���������Ϊ������㣬����ʱ����ѹ��ʹ�ֲIJ������Ժ͵��Ի�ϱ��Σ����������ڸֲĺ��ӱ��Σ����η����뺸�ӱ����෴�����ɺ����õ��Իָ��ԴﵽУ��Ŀ�ġ�(��Ե��ѹ��<1.5mm) �����ݱ�УH��������Ⱥͺ�ȵ�������ѹ����ֻ���ھ�̬��ͣ�����µ�������������λ�ã���������֧�ű۵�λ�ã�������Ҫ���У�������Լ1�L��϶�������û�����һ�������峬��20�Lʱ��һ�ν���Ч�����ã�Ҫ�ּ���У���������һ��ܵĿ�������ʱע��ѹ����˨���������������ǰ�ɿ�ȫ����˨��������š��ȫ����˨����
2. �ṹ����
��ϵ�л�����Ҫ�����¼�������ɣ�1����ѹװ�ã�2��������3���������֣�
4�����װ�ò�,5��Һѹϵͳ
A����ѹװ�������ϲ������ܣ���ѹ�ף���ѹ���飬����������֧�Ų�����ɣ����������������ص㣬ͬʱ��֤���õĸնȡ�
B���������Ͳĺְ庸�Ӷ��ɡ�����������ò۸־�C�����������ɣ���С�(�����·�����֡�(ѹ��)Ϊ.35CYMO.�������ʴ����ؼ֧�ܡ����ٻ�. ������Ȳ�����ɡ�
C�����װ�ò����ɰ�ť���Ӵ������������صȲ�����ɡ�
E��Һѹϵͳ�ж�����ѹ��,Һѹվ�����
������Ҫ��������
Һ ѹ վ
  
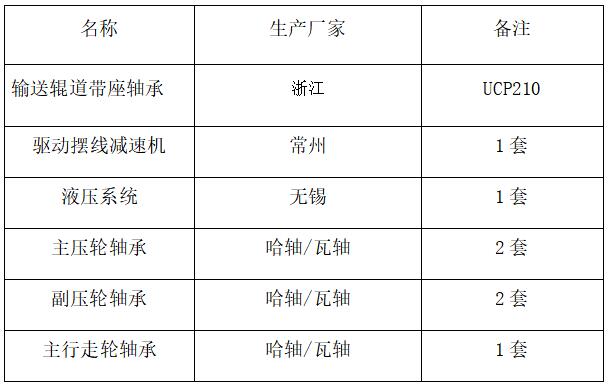
�塢�����嵥

|



